Link to track joint resistance
Here's how I solder track joints.
First, for very dirty materials and to tin and clean my solder tip, I have a good mild organic solder flux.

I use a 60 tin, 40 lead solder.
It has activated rosin core of 2 to 3 percent and is a fine .031 inch diameter.

Track joint has to be clean, smooth and shiny at solder point.
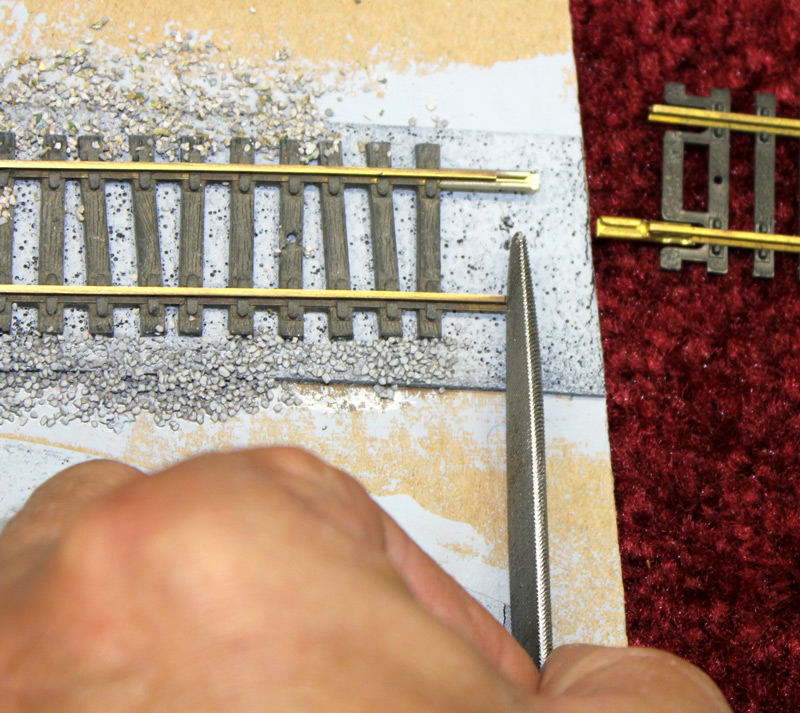
Make sure track ends are square and clean.
Solder only flows and bonds to clean metal surfaces.
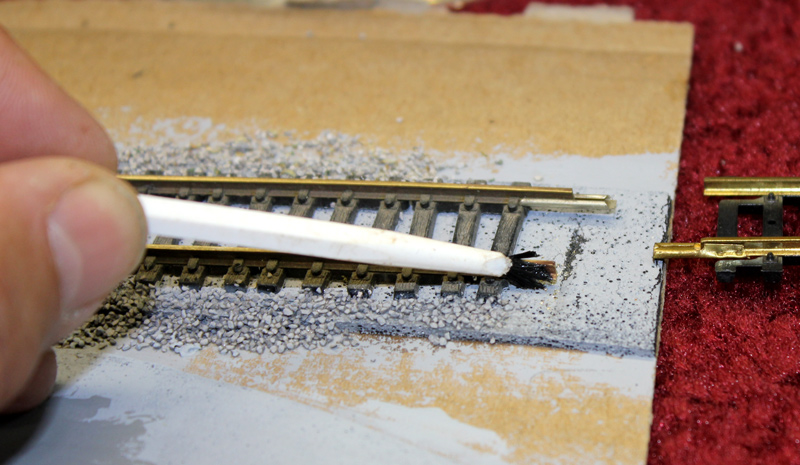
If the rail or joiner is old,
shows signs of corrosion or tarnish,
or you want a really fast joint flow....
brush on a little flux.

Make sure the tip is heavy enough, hot enough (this is a 700 degree tip), large enough, and clean.
To clean my tips I get them hot and dip them in a little cup of flux. The flux boils away any dirt. I tin them with fresh solder, and then I wipe them on a sponge.
Never file or scrape a tip.

The result is a clean and shiny tip. This is the same tip after cleaning and wiping.

Tin the tip and leave a small bead of solder in a small ball on the tip. Place the solder ball on the contact area to promote heat transfer to the work.

When soldering things near plastic, lay a wet sponge on the metal just outside the work area. This will keep heat in the joint.
The sponges soak up heat, so it is necessary to have a powerful enough soldering tip that is heavy enough to hold enough heat in reserve. Too cold or too small of a tip is bad, because it forces you to hold the tip to the work much too long.
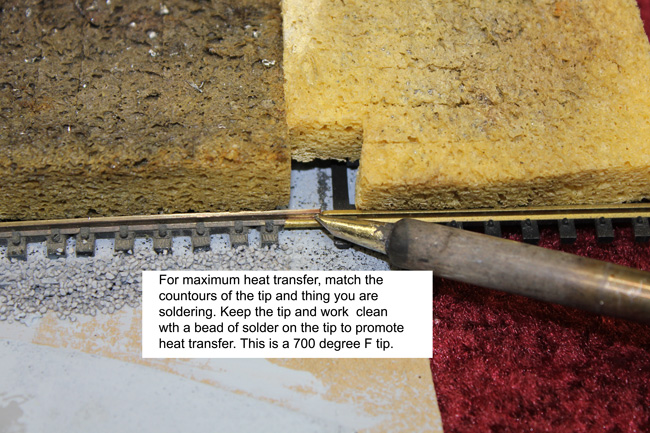
The proper tip positioning places the blunt wet end of the tip as flat as possible against the work. This promotes fast heat transfer.

Make a quick touch to the tip and rail contact point to promote heat transfer with just a tin dot of fresh wet solder. This is ONLY to promote heat transfer by having a contact area just barely wet with clean solder for the tip.
Apply solder to the joiner and the rail very close to the tip, with perhaps just a quick touch to the tip to start flow. The solder will melt if the joint is at proper temperature, and should quickly flow into the cracks of the work.

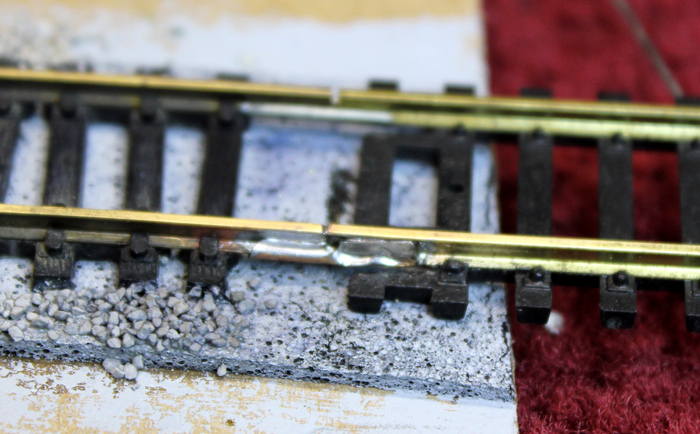
This is the joint just after soldering and before cleaning with 100 percent denatured alcohol. What looks like dirt is actually a mixture of dirt and flux that floated up out of the solder.
This is the same joint, no touch up, after cleaning with alcohol and a hard bristle brush.
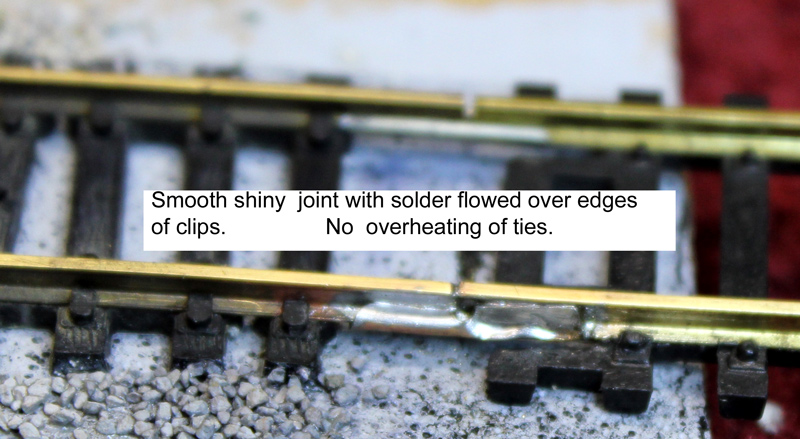
This is a top view of the freshly cleaned joint.
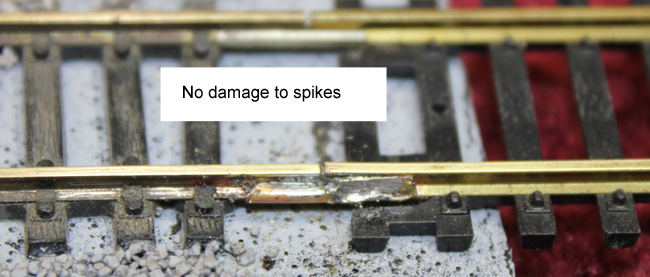
Notice there is no damage at all to the "spikes" in the track. This is true on bith sides of the rail.
Joint is shiny, clean, and smooth. Cracks are filled but not to excess.
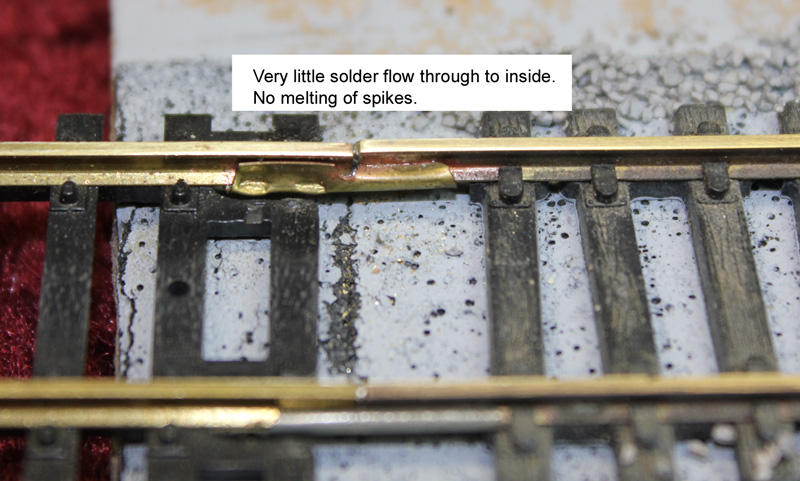
Just a minimal amount of solder should flow through to the inside. This makes the joint less visible at a distance.
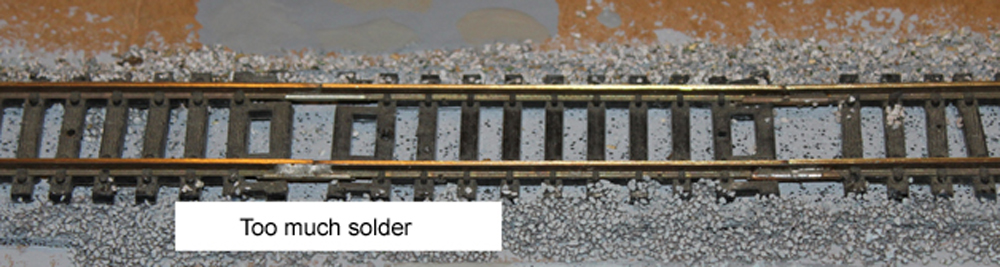
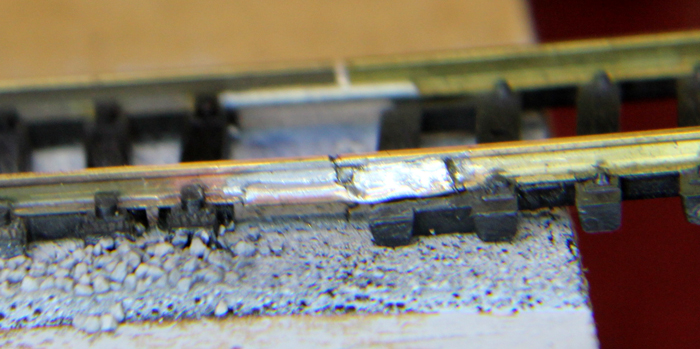
This is the way soldering was done on the used parts I bought!!
Gobs of solder, melted spikes, and even melted ties. This is way too much solder in the left joint.
The right joint is one I repaired by removing solder. I heated it to liquefy solder and quickly wiped it with a wet rag.
c2011 CTR